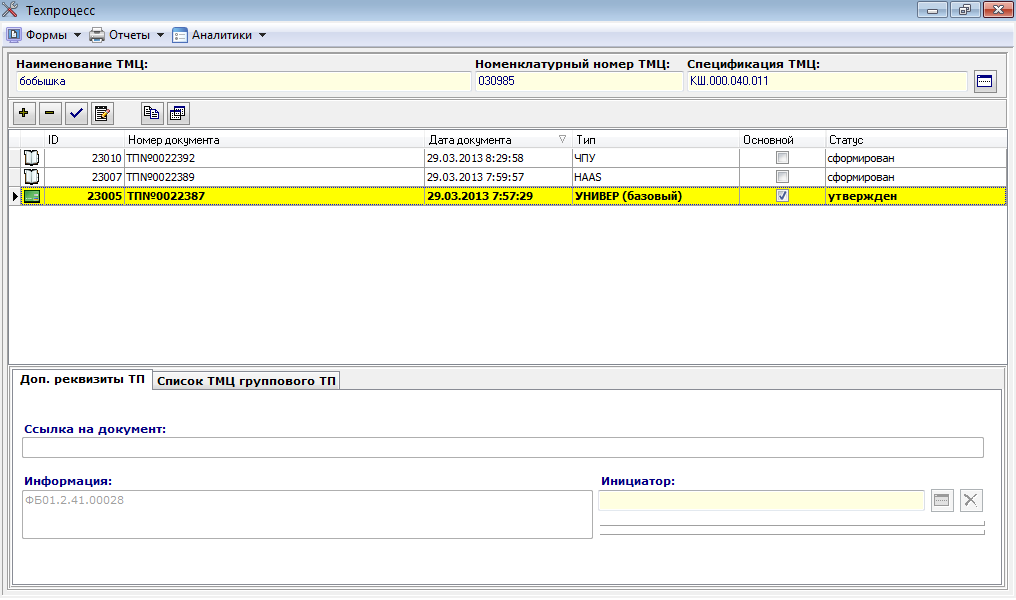
Техпроцесс представляет собой набор операций, для каждой из которых должны быть заполнена следующая информация:
№-порядковый номер операции в техпроцессе изготовления.
Наименование–наименование операции (выбирается из справочника наименований технологических операций).
Тип-тип технологической операции. По умолчанию «ТО» (технологическая операция). Только операции с данным типом учитываются при планировании и учете. Остальные типы используются, например, для отображения в отчетных формах. Наличие данного поля позволяет легко регулировать уровень планирования. Если операцию необходимо исключить из результатов расчета плана производства и не формировать на эти работы производственное задание, достаточно просто сменить для нее тип.
Цех-производственное подразделение выполнения технологической операции (выбирается из справочника «Производственные подразделения»).
Кратность–количество одновременно обрабатываемых на операции полуфабрикатов
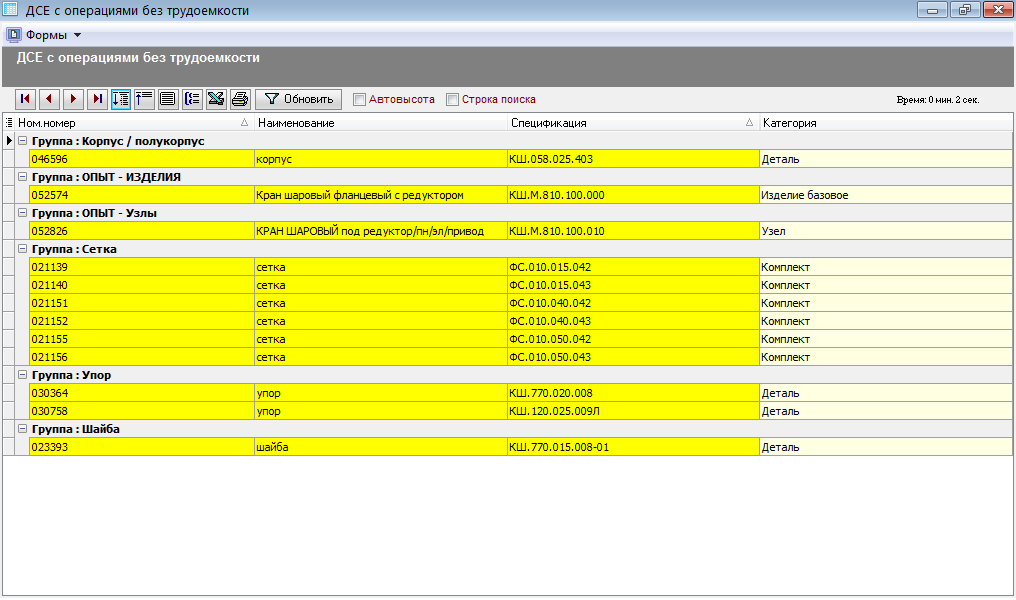
Тшт,нч–время на обработку одновременно обрабатываемого количества полуфабрикатов. Трудоемкость хранится в системе в нормо-часах, однако заводиться может и в минутах и в секундах (через специальный редактор) с автоматическим пересчетом.
Тпз,нч–подготовительно-заключительное время на обработку партии полуфабрикатов.
Тпр,нч–время, затрачиваемое на перемещение партии полуфабрикатов к месту следующей технологической операции.
Партия-размер партии полуфабрикатов. При планировании общая потребность в полуфабрикате будет раздроблена на партии запуска. Если значение партии будет не задано или равно 0, то при расчете плана производства партия будет равна плановой потребности. Размер партии для каждой технологической операции внутри ТМЦ, может быть различным, что может быть обусловлено различной трудоемкостью и разным количеством производственных ресурсов.
Тр-ть,нч–трудоемкость партии полуфабрикатов (рассчитывается автоматически при заполнении размера партии; при заведении вручную подбирает размер партии, как ближайшее целое число, при котором расчетная трудоемкость не будет превышать заведенную вручную)
Трудоемкость партии рассчитывается как:
Труд-ть=[Партия/Кратность]*Тшт+Тпз+Тпр,
где (Партия/Кратность) – округлено до целого в большую сторону. Например, если необходимо обработать партию деталей в количестве 12 штук, и при этом обрабатывать на операции можно по 5 деталей одновременно, то формула примет следующий вид: 12/5=2,4 , следовательно, принимаем 3 цикла обработки (5+5+2)).