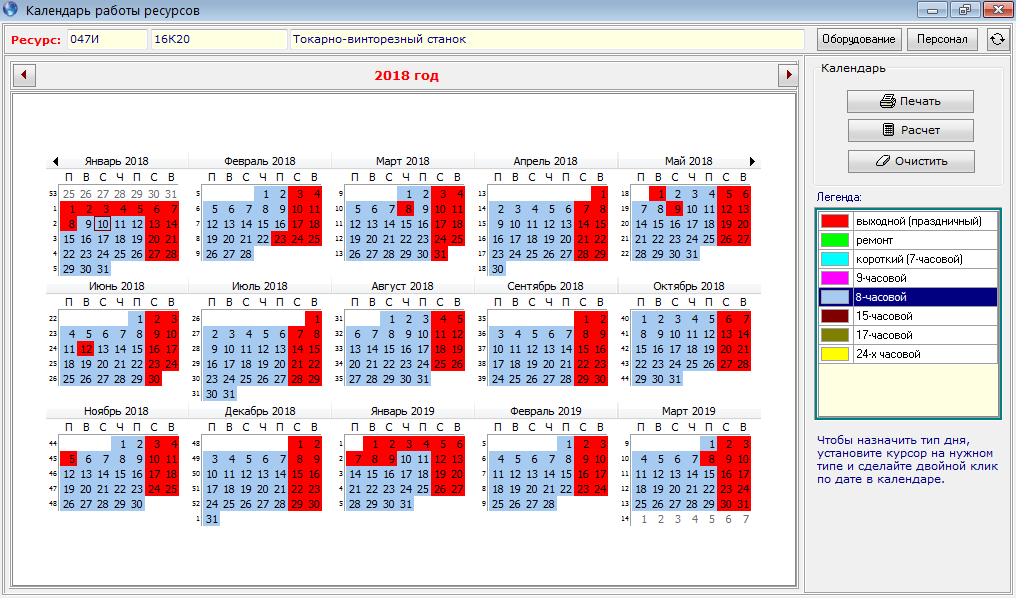
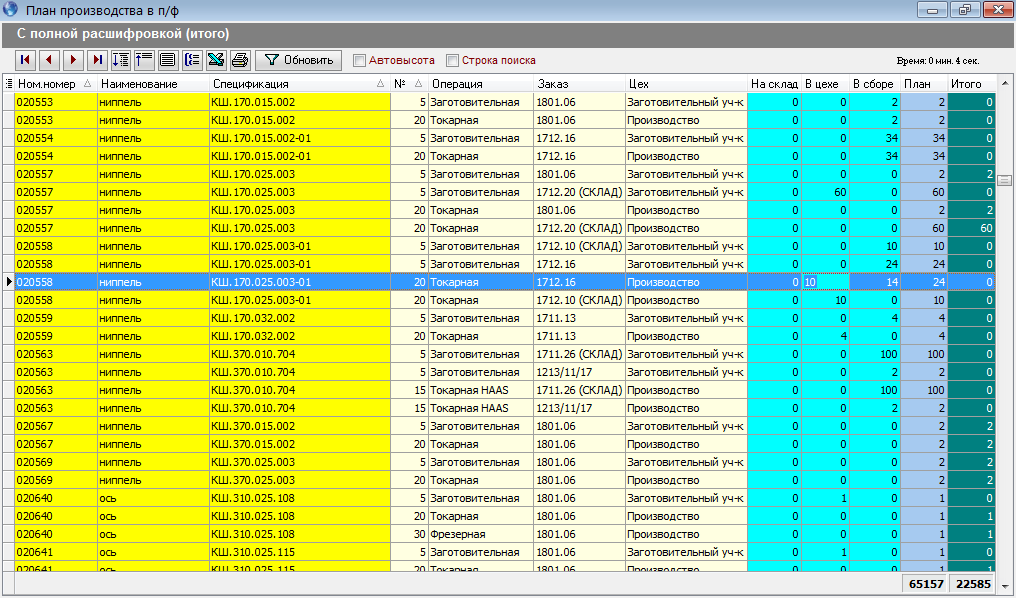
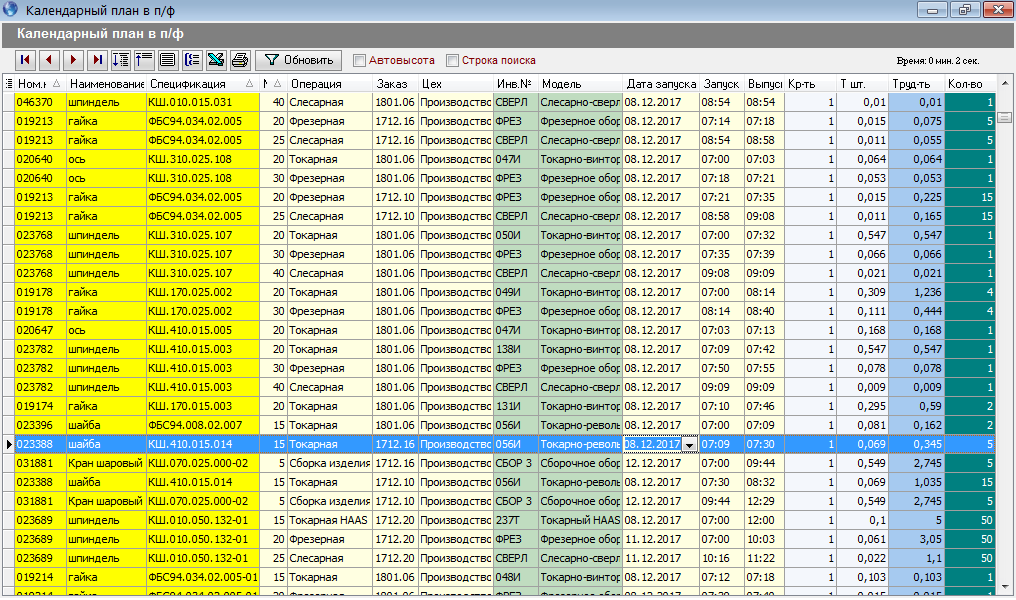
Как рассчитать сроки выполнения производственной программы






Учет амортизации оборудования. Расчет фактической себестоимости продукции задача крайне сложная. Для ее успешного решения, прежде всего, необходимо организовать грамотный учет в производственных подразделениях. Но, зачастую, на предприятии производство предстает в виде «черного ящика» Не всегда Читать дальше…

Как организовать складской учет в системе. Организация партионного строгопозаказного многоскладского учета в SOLARIS ERP прежде всего начинается с формирования списка мест хранения. Для этого используется справочник складов. Справочник складов Для каждого склада назначается перечень складских Читать дальше…

Настройки классификатора ТМЦ Классификатор ТМЦ — это самый главный справочник системы. Он используется практически во всех контурах. Данный интерфейс — настраиваемый (кастомизируемый). Он может быть настроен для пользователя, а если быть точнее, для роли пользователя. Читать дальше…